刃金の状態とその要因(主として炭素鋼について)
刃物の性能の要となるのは鋼鉄から出来ている刃金の性能である。つまりこの炭素鋼がどういう状態に熱処理されているかで大きく特性が異なる。例えば硬度であるが、基本的に炭素量が多ければ多いほど硬くなるが、3%前後になってくると鋳鉄の範疇になり、粉末冶金でも無い限り、脆さが顕著になる。やはり1%を大きく超えない辺りが常識的な範囲となる。
更に焼き入れの適正温度にも妥当な範囲があり、低すぎる温度では硬さは出ないものの、高すぎる温度からの焼き入れでは脆さや、却って柔らかくなってしまう事もある。又、刃物の厚さや形状によって、適正範囲内でも何処を選択するのが最適かの判断は経験が必要になるという。
その鋼材なりの硬度が出る焼き入れが成功したとしても、そのままでは実用上、圧力や衝撃に対して耐久性に問題が出易いものである。そこで粘りを加える為の焼き戻しが必要になってくる。焼き鈍しは加工性を上げる為に硬度を下げたり、組織の炭化物が大きく育つのを改善するもので、これとは異なる。飽くまでも実用範囲における硬度を保持しつつ、欠けや折れを防止するもので、設定の硬度を下回っては意味が無くなる。
この方法は、古来からの焼き入れ直後にそのまま炉で低温域内で再加熱後水冷する方法や、現在主流の温めた油に漬けておく方法がよく知られている。炉で温めるには基準の見極めが必要であり、油に漬けるには設定温度と保持時間の選択に掛かってくる。最適な解を見つけるのはどちらも簡単では無い。
硬度と粘りだけでは刃物を語れないのは、やはりその鋭利さ故に求められる刃先性能が極めて
レベルの高いものになるからだろう。これがある程度の厚さを伴う先端であれば、剛性が助けてくれるし、薄くても硬度が必要ないなら、粘弾性の方に逃げられる所である。
狭い面積に比較的大きな圧力や摩擦が掛かる刃物には、金属組織の状態が切るという目的に適しているかどうかも関わってくる。炭素鋼とは鉄と炭素が結びついた状態ではあるが、何処を取っても全てが均一な大きさや並び方をしているとは限らない。寧ろ、炭素が結びついた炭化物が大きく成りすぎたり、不均一に繋がり・分散していることもある。その例が、拡大した時に樹状や網状に見える組織である。これが即、質が悪いわけでは無いものの、傾向としてはやはり微細な球状の組織が均一に分布している方が鋭利な刃先の形成と耐久性には有利に働くだろう。
これには焼き入れ段階で熱処理が適正であるだけで無く、以下の点でも注意が必要となる。
鍛接時の温度を可能な限り低く抑える。又、鍛造時、回数ごとに加熱温度を下げていく事。炉での保持時間を長くし過ぎない。冷間での鍛造を必要なだけ行う事など。金属試験では温度管理と打撃による外力の双方で球状化が認められている様だが、それを鍛冶仕事の中で両立出来れば出来上がった刃物の物性が適正、或いは安定しているのはある意味当然と言える。
(鍛接温度が高すぎたり、炉での保持が長すぎると炭化物が大きく育つ。又、刃付けや刃研ぎで温度が上がりすぎると焼き戻りで硬度低下や欠けが出るリスクが高まる。)
注:此処では、「ロックウェル『かたさ』計」などで計測される金属の所謂『かたさ』を硬度と表記しています
刃付けと切れ味について)
物が切れると言う現象については未だ解明されていない部分が有るかもしれないが、一般的に切れ味と言われている手応え・感触については、影響する要素は大きく分けて二つだろう。一つは刃物の厚み、もう一つは刃の角度だ。
厚みは対象物を削る場合は未だしも、切断する際にはまともに抵抗となる。端的に言えば、強度的な問題が無ければ刃厚は薄ければ薄いほど良く切れる。しかし実際は、強度や精度、果ては重量までも必要とされ、様々な厚みの刃物がその要求に基づいて制作されている。
刃の角度についてもほぼ同様で、鋭角であるほど良く切れるが、強度が反比例する為、あまり極端な角度の物は特殊なものに限られている。
上記は刃物一般についての傾向だが、鉋や鑿など刃渡り全域が終始対象に接触し続けるものと違い、むしろ対象より長い場合もある刃渡りにおいて、対象と接触する部分が移動しつつ切って行く刃物では、その際の刃の厚みや角度の変化によっても大きく切れ味を左右されることになる。
例えば包丁では、厚みは目的の作業に必要とされる最低限の強度が確保されていて、角度はその作業時間内に切れ味が低下し過ぎない範囲で鋭角であれば切れ味に不足は無い理屈だ。
ところが実際に刃をスライドさせつつ切り込んで行くとなると、対象に接するのが後になる部分ほど厚みや角度が小さくなければ楽には進んで行かないもので、少なくとも後の方が厚い・鈍角では話にならない。現実には、どちらか一方だけでも条件を満たす事を目指さざるを得ない。
ところが、出荷前の刃付けの段階で峰から刃先・刃元から切っ先にかけて正確にテーパー状に厚みが抜けている仕上がりと共に、刃先角度がその鋼材の特性と刃物の使用目的に応じた角度で研がれている事は稀である。刃角は店頭に並ぶまでの破損防止と不注意なユーザー側の刃欠け対応で鈍角になっているのかも知れないが、厚みの方はグラインダーなどで刃元と切っ先付近が削り過ぎている状態が多く見受けられる。ユーザーが普通に研いでいたのでは刃元は長期間砥石に当たらず、調理の段階では食材を切りかけてすぐに中央の厚い所でブレーキが掛かってしまう。そして強度が落ちるほど薄くなった切っ先手前の切り刃とは逆に、すぐ後ろの峰の厚さが残り過ぎている事もブレーキになる。
このように、作業内容に見合った包丁の研ぎとなると、単に刃先の鋭利さのみならず、刃全体の厚みの変化や切り刃の肉の取り方、刃先の角度の繋がりが問題無いかをまず確認し、適宜目的に応じた対処が必要になってくる。(あまりに切っ先まで厚い場合は平をテーパー状に薄くしたり、刃の角度を先に行くほど極端に鋭角にしなければならなくなる)
これらを踏まえると、魚肉を引き切る刺身包丁や出刃包丁、牛肉・鶏肉を引き切る事が多い牛刀は刃元から切っ先まで厚みや刃先の角度が緩やかに減少して行くように、対して薄刃包丁は野菜を押し切り(前方へスライドしながら切り下げる)使い方が多い為、あまり厚みや角度に変化が付かない研ぎ方が妥当と言えるだろう。
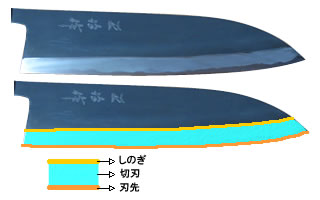 まず包丁各部の名称について必要な部分のみ簡単にご紹介させていただきます。
まず包丁各部の名称について必要な部分のみ簡単にご紹介させていただきます。
左図の黄色の部分を「しのぎ 」とよびます。オレンジ色の部分が「刃先」になります。「しのぎ」と「刃先」の間の面の部分を「切刃」と呼びます。
- 製造段階では、普通はフラットグラインドと呼ばれる刃先まで平坦に研削された物・コンベックスグラインドと呼ばれる外に膨らんだカーブで研削された物・ホローグラインドと呼ばれる内側に抉れたカーブで、しかし先はやや厚みを持たせて研削された物が代表的である。(西洋剃刀はコンケーブというホローよりも薄く、先まで厚みが増えない研削である)
 【洋包丁】
【洋包丁】
フラット
グラインド
Flat Grind
【和包丁】
ベタ研ぎ 【洋包丁】
【洋包丁】
コンベックス
グラインド
Convex Frind
【和包丁】
蛤刃 【洋包丁】
【洋包丁】
ホロー
グラインド
Hollow Grind
【和包丁】
裏面(裏梳き) 和包丁の場合、表は平から先は大抵がベタ研ぎと呼ばれるフラットグラインドか或いは蛤刃と呼ばれるコンベックスグラインドである。しかも裏は裏梳き等と呼ばれる言わばホローグラインドになっている。これにより、表はある程度の強度を確保しつつ、同時に裏は切る対象が張り付くのを防ぐ構造になっている。(片刃構造)
和包丁の場合、表は平から先は大抵がベタ研ぎと呼ばれるフラットグラインドか或いは蛤刃と呼ばれるコンベックスグラインドである。しかも裏は裏梳き等と呼ばれる言わばホローグラインドになっている。これにより、表はある程度の強度を確保しつつ、同時に裏は切る対象が張り付くのを防ぐ構造になっている。(片刃構造) - 洋包丁の場合は、ブレードの背から刃先まで両側が均等なフラットグラインドの物が基本となる。しかし製造メーカーにより、左右の研削角や後述する小刃の角度を非対称に設定されている物もある。(両刃構造ながら、利き腕の側の刃付けが鈍角である方が、対象を削ぐように切る場合に抵抗を受けにくい。又、その場合切断するラインが利き腕側にズレにくい)更に、和包丁的に平からしのぎにかけてのデザインが取り入れられている物もある。
- ブレード本体の構造上の角度に対して、対象に切り込む刃先の角度は、大抵の場合、僅かに或いは遙かに大きく設計されている。大まかに言えば二段階の刃付けになっている訳だがこれは、切る対象に対して刃先の強度に余裕の有る場合と、そうでない場合でその二段双方の比率が違ってくる。
- 刃先の強度が必要な場合、その組み合わせは本体鈍角×刃先鈍角であり、反対に不必要な場合は本体鋭角×刃先鋭角である。現実にはブレードの厚みも加わって、その間にいくつもの組み合わせが考えられる。例えば、鋭い切れ味は必要だが、外力に対する耐久性と耐摩耗性を必要とする場合、鋭角の本体角と鈍角の刃先角の組み合わせが考えられる。
 しかし、角度以外にも刃先に与える影響が大きい物として、二段目の研削面の幅の大小がある。これには糸引きと言われる、光を当てての確認が必要な程ごく狭い幅の物から、段刃と言われるかなり大きい物まで目的により使い分けられている。当然幅が狭いほど抵抗なく切り進むが、その分強度や耐摩耗性には劣る事になる。つまり、二段目の刃を付ける場合に限ってみても、広く鋭角の刃を付けるか、狭く鈍角の刃を付けるか、目的によって選択の余地があることになる。(洋包丁やナイフの二段目に付ける刃については、小刃と呼ばれる事が多い)
しかし、角度以外にも刃先に与える影響が大きい物として、二段目の研削面の幅の大小がある。これには糸引きと言われる、光を当てての確認が必要な程ごく狭い幅の物から、段刃と言われるかなり大きい物まで目的により使い分けられている。当然幅が狭いほど抵抗なく切り進むが、その分強度や耐摩耗性には劣る事になる。つまり、二段目の刃を付ける場合に限ってみても、広く鋭角の刃を付けるか、狭く鈍角の刃を付けるか、目的によって選択の余地があることになる。(洋包丁やナイフの二段目に付ける刃については、小刃と呼ばれる事が多い)
- 糸刃については困難かも知れないが、段刃にはその段を無くし、蛤刃に仕上げるものも含まれるだろう。単に一段目と二段目のつなぎ目を丸めたものから、刃先まで無段階に緩やかカーブを描くものまで様々である。(欠け防止や長切れ目的で、段刃や蛤刃に更に糸引きを加える事もある)
- 刃先の強度が必要な場合、その組み合わせは本体鈍角×刃先鈍角であり、反対に不必要な場合は本体鋭角×刃先鋭角である。現実にはブレードの厚みも加わって、その間にいくつもの組み合わせが考えられる。例えば、鋭い切れ味は必要だが、外力に対する耐久性と耐摩耗性を必要とする場合、鋭角の本体角と鈍角の刃先角の組み合わせが考えられる。
- 一段目の刃付けのままフラット又はそれに近い刃付けで使用されるのは、一部の人の和包丁や、大工・木工関係に限られてきている。現実には極限の切れ味や切削対象の精度を求めるので無ければ、製造段階は言うに及ばず使用者に於いても二段階・三段階の刃付けがなされている訳だ。
バナースペース
研ぎ屋 むらかみ
〒544-0022
大阪市生野区舎利寺2-1-20
TEL 06-6718-3401
営業時間:平日10:00〜17:00
仕入等の関係で不定期で
お休みする場合があります。